灰口铸铁性能检测
作者:发布时间 : 2025-07-14 类型:权威检测标签: 认证证书灰口铸铁是一种重要的铸造材料,其检测工作对于确保产品质量和性能至关重要。灰口铸铁检测主要包括化学成分分析、力学性能测试、金相组织检验和无损检测四个方面。通过系统检测,可以全面评估灰口铸铁的各项性能指标,确保其符合设计要求和应用标准。
灰口铸铁的性能与普通碳钢相比,具有如下特点。
(1)力学性能低。灰口铸铁的抗拉强度比较低,这种现象同灰口铸铁的组织特征分不开的,由于石墨的力学性能很低,因此,灰口铸铁的显微组织实际上相当于布满孔洞或裂纹的钢。在拉伸时,由于片状石墨对钢基体的分割作用和所引起的应力集中效应,故其抗拉强度值远低于钢。
(2)耐磨性与消震性优。由于铸铁中的石墨有利于润滑及储油,故耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
(3)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比钢低,因而铸造流动性好。另外,由于石墨使切削加工时易于形成断屑,故灰口铸铁的可切削加工性优于钢。
灰口铸铁的化学成分直接影响其力学性能、铸造性能和加工性能。通过精确分析各元素含量,可以确保材料符合生产要求,并为后续工艺调整提供依据。
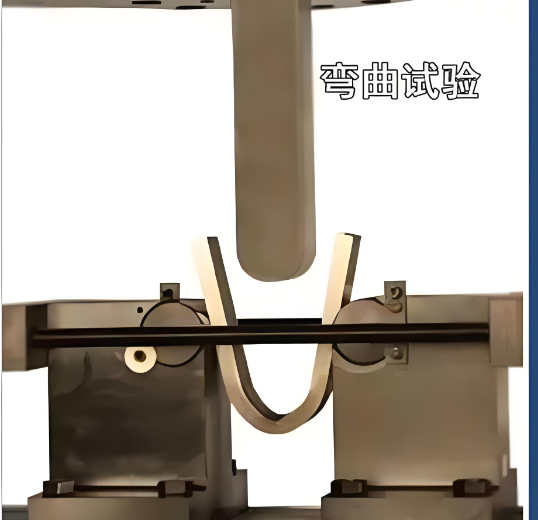
力学性能检测:抗拉强度、硬度、抗压强度、冲击韧性。
金相组织分析:
·取样:从铸件代表性部位取样,避免过热导致组织变形。
·制备:依次用80#至1000#砂纸打磨,最后机械抛光。
·腐蚀:使用4%硝酸酒精溶液腐蚀5-15秒。
·观察:在100×或200×显微镜下分析。
无损检测:
超声波检测:高频声波在材料中传播遇缺陷反射。
磁粉检测:磁化后缺陷处产生漏磁场吸附磁粉。
渗透检测:渗透液渗入表面开口缺陷后显色。

缺陷定性:
气孔:孤立回波,波幅陡升陡降。
缩松:丛集信号,伴随底波衰减。
夹渣:波形宽且带多次反射。
常见问题与解决方案:
强度不达标
原因:碳当量超标(CE=4.2%)、石墨形态异常(D/E型石墨)。
解决方案:调整成分配比,优化冷却速率。
硬度不均匀
原因:基体组织(珠光体/铁素体比例)不一致。
解决方案:控制冷却速度,必要时进行热处理。
铸造缺陷
气孔/缩松:改进浇注系统设计,控制铁液纯净度。
夹渣:加强熔炼过程造渣、扒渣操作。